
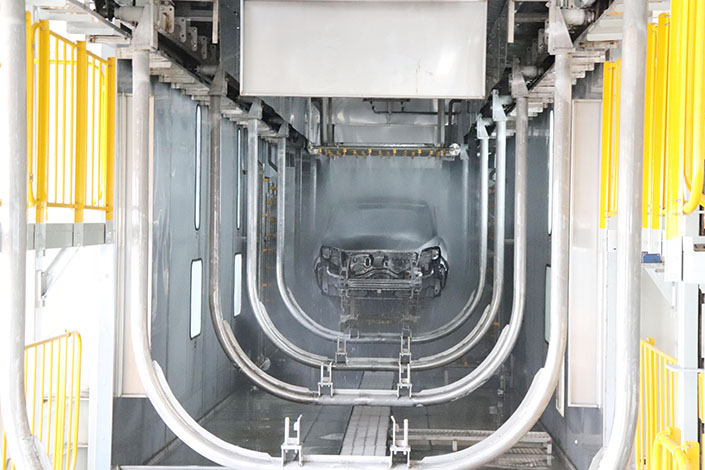
Производна линија за предтретман типа спреја

Предтретман премаза укључује одмашћивање (одмашћивање), уклањање рђе, фосфатирање три дела.Фосфатирање је централна карика, одмашћивање и уклањање рђе је процес припреме пре фосфатирања, тако да у производној пракси не треба само да узмемо фосфатирање као фокус, већ и да пођемо од захтева квалитета фосфатирања, урадимо добар посао поред уклањање уља и рђе, посебно обратити пажњу на међусобни утицај између њих.
Одмашћивање уклањања рђе
Развојем индустрије заштита животне средине и побољшање услова рада постали су заједничка брига људи.Стога при одабиру средстава треба узети у обзир потребу заштите животне средине.Због тога, избор средства за уклањање уља захтева једноставну припрему, способност деконцентрације је јака, не садржи натријум хидроксид, силикат, ОП емулгатор и друге компоненте које се тешко чисте на собној температури, лако се перу на собној температури, не садрже токсичне материје, не производе штетне гасове, добре услове рада.Избор средства за уклањање рђе захтева укључивање промотера, инхибитора корозије и инхибитора, може побољшати брзину уклањања рђе, спречити прекомерну корозију и водоничну кртост радног предмета, може боље инхибирати киселу маглу.Посебно је достојан инхибиције киселе магле, која се јавља у процесу кисељења киселе магле, корозије опреме и постројења, не само да загађује животну средину, већ може изазвати каријес, црвенило зубне коњунктиве, сузе, бол, суво грло, кашаљ и друге симптоме , тако ефикасно инхибирају киселу маглу, не само због потребе заштите животне средине, или ради здравља на потребе радника.



Прање водом
Прање након уклањања уља и рђе, иако спада у помоћни процес пре фарбања, такође треба да изазове довољно пажње.Након уклањања уља и рђе, површина радног предмета се лако пријања на неке нејонске површински активне материје и ЦЛ-.Ако се ове заостале супстанце не чисте темељно, могу изазвати стањивање фосфатног филма, линеарне дефекте, па чак и фосфатирање.Због тога, да би се побољшао квалитет прања водом након уклањања уља и рђе, потребно је проћи кроз више испирања, два испирања, време 1-2 минута, и често замењивати воду како би се осигурало да је ПХ вредност воде између 5-7 .
Фосфатирање
Такозвано фосфатирање, односи се на метални радни предмет након третмана раствором киселине дихидроген фосфата, хемијске реакције и на његовој површини за стварање слоја стабилног нерастворљивог фосфатног филма, филм се назива фосфатни филм.Главна сврха фосфатног филма је повећање адхезије премаза и побољшање отпорности премаза на корозију.Постоји много метода фосфатирања, према температури фосфатирања, могу се поделити на високотемпературно фосфатирање (90-98 ℃), фосфатирање средње температуре (60-75 ℃), фосфатирање на ниској температури (35-55 ℃) и нормалну температуру фосфатирање.
Пасивација
Технологија пасивизације фосфатног филма се широко користи у Северној Америци и европским земљама.Технологија пасивизације се заснива на карактеристикама самог фосфатног филма.Фосфатни филм је танак, углавном у 1-4Г /м2, максимум није већи од 10г/м2, слободна површина пора је велика, а отпорност на корозију самог филма је ограничена.Неки чак иу процесу сушења на брзој жутој рђи, након фосфатирања, затвореног третмана са пасивизацијом, могу бити фосфатирајући филм изложени порама оксидације метала, или формирање слоја пасивације, фосфатни филм може играти пуњење, оксидацију, учинити фосфатирајући филм стабилним у атмосфера.
Сушење фосфатног филма
Сушење фосфатног филма може имати две улоге, с једне стране, то је припрема за следећи процес уклањања воде са површине фосфатног филма, са друге стране, то је даље побољшање отпорности филма на корозију. после премаза.
Да би се успоставила линија за претходну обраду премаза, пројектирање процеса мора бити завршено пре пројектовања, производње и уградње нестандардне опреме.Стога је дизајн процеса основа производне линије, а исправна и разумна рута ће имати добар утицај на рад производње и квалитет производа.
Користи се за све врсте фарбања предмета, други модели се могу прилагодити.
Повезани производи
-

Линија за производњу електрофорезе у кабини аутомобила
Електрофоретско фарбање генерално укључује четири истовремена процеса 1. Електрофореза: под дејством електричног поља једносмерне струје, позитивно и негативно наелектрисане колоидне честице у негативном, позитивном правцу кретања, такође познато као пливање.2. Електролиза: реакција редукције оксидације се изводи на електроди, али се феномен оксидације и редукције формира на ...
